Thread Rolling

Habegger SA
Through our partner Habegger SA, Alouette offers Adjustable Thread Rolling Dies, Knurling Dies, and Burnishing Dies with their respective holders for both CNC & Cam machines. We also offer Habegger Revolving Guide Bushing and Guide Bushing repair kits.
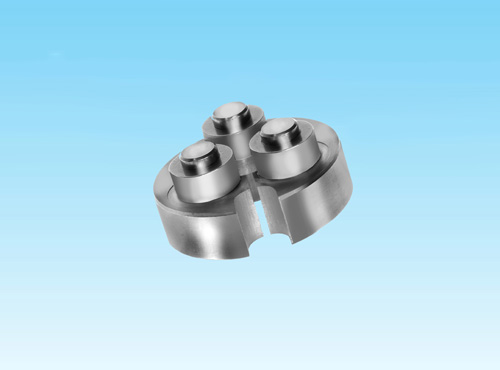
Thread Rolling Dies
Single point threading requires multiple passes and longer machining times.
With Habegger Thread Roll Dies, simply feed on and off with a G32 code and
you have a perfectly threaded part, drastically reducing production time.
Thread diameters from 0.30mm to 14.00 mm
UN Series from #000-120 to 9/16”-32
Pitch from 0.08 to 1.25 mm, or 20 TPI to 120 TPI
Dies are available in LH for most all sizes
Non-adjustable dies also available for 0.50mm and smaller
Advantages of thread rolling:
- Better thread quality
- High machining regularity
- Increased thread resistance
- Reduced breaking points
- Better surface values on the thread flanks and on the thread root

Compensating Holder
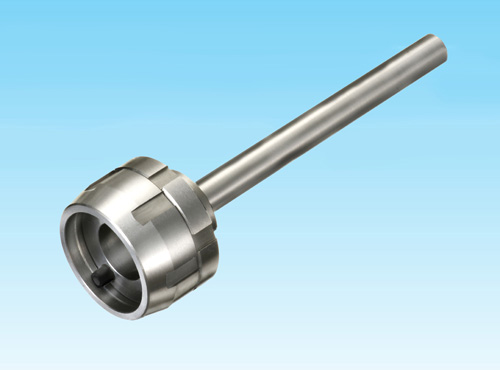
Fixed Holder
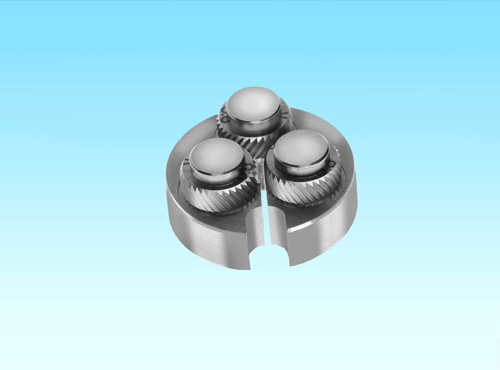
Knurling Dies
Diameter after knurling: from 0.60 to 14.20 mm
Pitch from 0.13 to 1.00 mm according to diameter
Sizing of knurling dies are available in tenths of a millimeter.
Advantages of Knurling Dies:
- No untrue workpiece after the knurling operation
- No radial effort exerted on the collet or guide bushing
- Possibility to knurl diameters smaller than 1 mm
- Better knurling quality
Knurling dies are used for straight or crossed knurling (30° or 45°). They work without radial effort. No pressure is exerted on the workpiece, even with the smallest diameters. The three knurls forming the teeth assure a high quality of the job and the long life of the die.
Diameter before knurling increases by 25 to 35% of the pitch value, according to the machined material. These values are in direct relation with the material resistance.
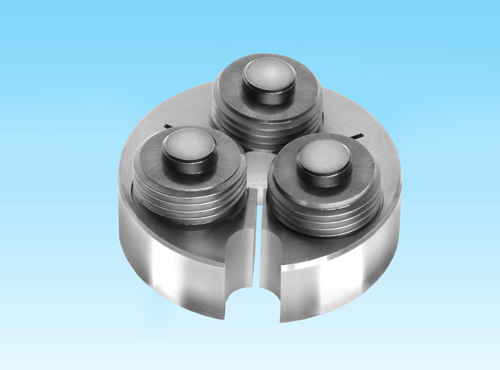
Burnishing Dies
Diameter after burnishing: from 0.50 to 12.40 mm
The sizes of the burnishing dies are available per tenths of a millimeter
The burnishing operation improves the surface finish, but does not influence the diameter
Advantages of Knurling Dies:
- Excellent surface finish
- No radial effort exerted on the collet or guide bush
- Possibility to burnish diameters smaller than 1 mm.
The peripherical speed of the workpiece must be about 20 meters/minute. The speed is lower when the material to be smoothed is very hard. The indicative value for the feed is 0.2 to 0.5 mm/revolution.